How Steam Traps Work
RESOURCES
PRODUCT TOPICS
Steam Trap Types and Applications
Mechanical Steam Trap Types
Mechanical steam traps rely on the difference in density between steam and condensate in order to operate. They can continuously pass large volumes of condensate and are suitable for a wide range of process applications. Types include Float & Thermostatic (also known as F&T Steam Traps as well as Ball Float) and inverted bucket steam traps.
About Float & Thermostatic Steam Traps
The ball float type trap operates by sensing the difference in density between steam and condensate. In the case of the trap shown in Figure 11.3.1, condensate reaching the trap will cause the ball float to rise, lifting the valve off its seat and releasing condensate. As can be seen, the valve is always flooded and neither steam nor air will pass through it, so early traps of this kind were vented using a manually operated cock at the top of the body. Modern traps use a thermostatic air vent, as shown in Figure 11.3.2. This allows the initial air to pass whilst the trap is also handling condensate.
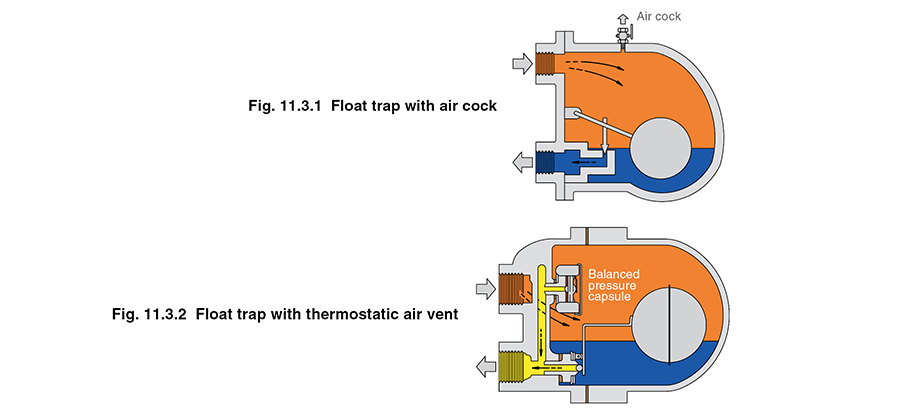
The automatic air vent uses the same balanced pressure capsule element as a thermostatic steam trap, and is located in the steam space above the condensate level. After releasing the initial air, it remains closed until air or other non-condensable gases accumulate during normal running and cause it to open by reducing the temperature of the air/steam mixture. The thermostatic air vent offers the added benefit of significantly increasing condensate capacity on cold start-up.
In the past, the thermostatic air vent was a point of weakness if waterhammer was present in the system. Even the ball could be damaged if the waterhammer was severe. However, in modern float traps the air vent is a compact, very robust, all stainless steel capsule, and the modern welding techniques used on the ball makes the complete float-thermostatic steam trap very robust and reliable in waterhammer situations.
In many ways the F&T Trap is the closest to an ideal steam trap. It will discharge condensate as soon as it is formed, regardless of changes in steam pressure.
Advantages of the Float & Thermostatic Steam Trap:
- The trap continuously discharges condensate at steam temperature. This makes it the first choice for applications where the rate of heat transfer is high for the area of heating surface available.
- It is able to handle heavy or light condensate loads equally well and is not affected by wide and sudden fluctuations of pressure or flowrate.
- As long as an automatic air vent is fitted, the trap is able to discharge air freely.
- It has a large capacity for its size.
- The versions which have a steam lock release valve are the only type of trap entirely suitable for use where steam locking can occur. It is resistant to waterhammer.
Disadvantages of the Float & Thermostatic Steam Trap:
- Although less susceptible than the inverted bucket trap, the float type trap can be damaged by severe freezing and the body should be well lagged, and/or complemented with a small supplementary thermostatic drain trap, if it is to be fitted in an exposed position.
- As with all mechanical type traps, different internals are required to allow operation over varying pressure ranges. Traps designed to operate on higher differential pressures have smaller orifices to balance the buoyancy of the float. If a trap is subjected to higher differential pressure than intended, it will close and not pass condensate.
For more information on specific Float & Thermostatic Steam Trap series, read our blog posts:
About Inverted Bucket Steam Traps
The inverted bucket steam trap is shown in Figure 11.3.3. As its name implies, the mechanism consists of an inverted bucket which is attached by a lever to a valve. An essential part of the trap is the small air vent hole in the top of the bucket. Figure 11.3.3 shows the method of operation. In (i) the bucket hangs down, pulling the valve off its seat. Condensate flows under the bottom of the bucket filling the body and flowing away through the outlet. In (ii) the arrival of steam causes the bucket to become buoyant, it then rises and shuts the outlet. In (iii) the trap remains shut until the steam in the bucket has condensed or bubbled through the vent hole to the top of the trap body. It will then sink, pulling the main valve off its seat. Accumulated condensate is released and the cycle is repeated.
In (ii), air reaching the trap at start-up will also give the bucket buoyancy and close the valve. The bucket vent hole is essential to allow air to escape into the top of the trap for eventual discharge through the main valve seat. The hole, and the pressure differential, are small so the trap is relatively slow at venting air. At the same time it must pass (and therefore waste) a certain amount of steam for the trap to operate once the air has cleared. A parallel air vent fitted outside the trap will reduce start-up times.
Advantages of the inverted bucket steam trap:
- The inverted bucket steam trap can be made to withstand high pressures.
- Like a float-thermostatic steam trap, it has a good tolerance to waterhammer conditions.
- Can be used on superheated steam lines with the addition of a check valve on the inlet.
- Failure mode is usually open, so it's safer on those applications that require this feature, for example turbine drains.
Disadvantages of the inverted bucket steam trap:
- The small size of the hole in the top of the bucket means that this type of trap can only discharge air very slowly. The hole cannot be enlarged, as steam would pass through too quickly during normal operation.
- There should always be enough water in the trap body to act as a seal around the lip of the bucket. If the trap loses this water seal, steam can be wasted through the outlet valve. This can often happen on applications where there is a sudden drop in steam pressure, causing some of the condensate in the trap body to 'flash' into steam. The bucket loses its buoyancy an sinks, allowing live steam to pass through the trap orifice. Only if sufficient condensate reaches the trap will the water seal form again, and prevent steam wastage.
- If an inverted bucket trap is used on an application where pressure fluctuation of the plant can be expected, a check valve should be fitted on the inlet line in front of the trap. Steam and water are free to flow in the direction indicated, while reverse flow is impossible as the check valve would be forced onto its seat.
- The higher temperature of superheated steam is likely to cause an inverted bucket trap to lose its water seal. A check valve in front of the trap should be regarded as essential under such conditions. Some inverted bucket traps are manufactured with an integral check valve as standard.
- The inverted bucket trap is likely to suffer damage from freezing if installed in an exposed position with sub-zero ambient conditions. As with other types of mechanical traps, suitable lagging can overcome this problem if conditions are not too severe. If ambient conditions well below zero are to be expected, then it may be prudent to consider a more robust type of trap to do the job. In the case of mains drainage, a thermodynamic trap would be the first choice.
- Like the F&T trap, the orifice in an inverted bucket trap designed to operate up to a maximum differential pressure. If the trap is subjected to a higher differential pressure than intended, it will close and not pass condensate. A range of orifice sizes is available to cover a wide range of pressure.
Thermodynamic Steam Trap Types
Thermodynamic steam traps have a unique operating principle which relies on the dynamics of water and flash steam. They are simple, robust and reliable and can operate up to very high temperatures and pressures.
About Thermodynamic Steam Traps
The thermodynamic trap is an extremely robust steam trap with a simple mode of operation. The trap operates by means of the dynamic effect of flash steam as it passes through the trap, as depicted in Figure 11.4.1. The only moving part is the disc above the flat face inside the control chamber or cap.
On start-up, incoming pressure raises the disc, and cool condensate plus air is immediately discharged from the inner ring, under the disc, and out through three peripheral outlets (only 2 shown, Figure 11.4.1, i).
Hot condensate flowing through the inlet passage into the chamber under the disc drops in pressure and releases flash steam moving at high velocity. This high velocity creates a low pressure area under the disc, drawing it towards its seat (Figure 11.4.1, ii).
At the same time, the flash steam pressure builds up inside the chamber above the disc, forcing it down against the incoming condensate until it seats on the inner and outer rings. At this point, the flash steam is trapped in the upper chamber, and the pressure above the disc equals the pressure being applied to the underside of the disc from the inner ring. However, the top of the disc is subject to a greater force than the underside, as it has a greater surface area.
Eventually the trapped pressure in the upper chamber falls as the flash steam condenses. The disc is raised by the now higher condensate pressure and the cycle repeats (Figure 11.4.1, iv).
The rate of operation depends on steam temperature and ambient conditions. Most traps will stay closed for between 20 and 40 seconds. If the trap opens too frequently, perhaps due to a cold, wet, and windy location, the rate of opening can be slowed by simply fitting an insulating cover onto the top of the trap.
Advantages of the thermodynamic steam trap:
- Thermodynamic traps can operate across their entire working range without any adjustment or change of internals.
- They are compact, simple, lightweight and have a large condensate capacity for their size.
- Thermodynamic traps can be used on high pressure and superheated steam and are not affected by waterhammer or vibration. The all stainless steel construction offers a high degree of resistance to corrosive condensate.
- Thermodynamic traps are not damaged by freezing and are unlikely to freeze if installed with the disc in a vertical plane and discharging freely to atmosphere. However, operation in this position may result in wear of the disc edge.
- As the disc is the only moving part, maintenance can easily be carried out without removing the trap from the line.
- The audible 'click' which occurs as the trap opens and closes makes trap testing very straightforward.
Disadvantages of the thermodynamic steam trap:
- Thermodynamic steam traps will not work positively on very low differential pressures, as the velocity of flow across the underside of the disc is insufficient for lower pressure to occur. They are subjected to a minimum inlet pressure (typically 0.25 bar g) but can withstand a maximum backpressure of 80% of the inlet pressure.
- Thermodynamic traps can discharge a large amount of air on 'start-up' if the inlet pressure builds up slowly. However, rapid pressure build-up will cause high velocity air to shut the trap in the same way as steam, and it will 'air-bind'. In this case a separate thermostatic air vent can be fitted in parallel with the trap. Modern thermodynamic steam traps can have an inbuilt anti-air-binding disc which prevents air pressure building up on top of the disc and allows air to escape.
- The discharge of the trap can be noisy and this factor may prohibit the use of a thermodynamic trap in some locations, e.g. outside a hospital ward or operating theatre. If this is a problem, it can easily be fitted with a diffuser which considerably reduces the discharge noise.
- Care should be taken not to oversize a thermodynamic trap as this can increase cycle times and induce wear. Mains drainage applications often only need to be fitted with low capacity versions, providing proper consideration is given to siting the drain pockets correctly.
About Impluse Steam Traps
The impulse trap (as shown in Figure 11.4.4) consists of a hollow piston (A) with a piston disc (B) working inside a tapered piston (C) which acts as a guide. At 'start-up' the main valve (D) rests on the seat (E) leaving a passage of flow through the clearance between piston and cylinder and hole (F) at the top of the piston. Increasing flow of air and condensate will act on the piston disc and lift the main valve off its seat to give increased flow. Some condensate will also flow through the gap between the piston and disc, through E and away to the trap outlet.
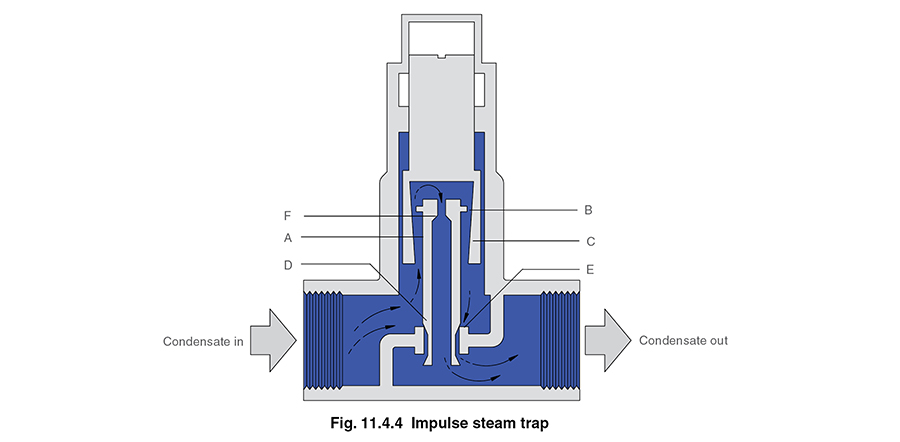
As the condensate approaches steam temperature some of it flashes to steam as it passes through the gap. Although this is bled away through hole F, it does create an intermediate pressure over the piston, which effectively positions the main valve to meet the load. The trap can be adjusted by moving the position of piston (B) relative to the seat, but the trap is affected by significant back-pressure. It has a substantial capacity, bearing in mind its small size. Conversely, the trap is unable to give complete shut-off and will pass steam on very light loads. The main problem however is the fine clearance between the piston and cylinder. This is readily affected by the dirt normally found in a steam system. The use of impulse traps is relatively limited so they are not considered in some subsequent sections of this Module.
Advantages of the impulse steam trap:
- Impulse traps have a substantial condensate handling capacity for their size.
- They will work over a wide range of steam pressures without any change in valve size and can be used on high pressure and superheated steam.
- They are good at venting air and cannot 'air-bind'.
Disadvantages of the impulse steam trap:
- Impulse traps cannot give a dead tight shut-off and will blow steam on very light loads.
- They are easily affected by any dirt which enters the trap body due to the extremely small clearance between the piston and the cylinder.
- The traps can pulsate on light load causing noise, waterhammer and even mechanical damage to the valve itself.
- They will not work against a backpressure which exceeds 40% of the inlet pressure.
A simple form of the labyrinth trap is shown in Figure 11.4.5. It consists of a series of baffles which can be adjusted by means of a handwheel. Hot condensate passing between the first baffle and the trap body is subject to a drop in pressure and some of it 'flashes' to steam. The space around the next baffle has to cope with an increased volume of hot condensate and prevents the escape of live steam. The baffle plates can be moved either in or out using the handwheel, which alters their position relative to the body, effectively altering the overall size of the orifice.
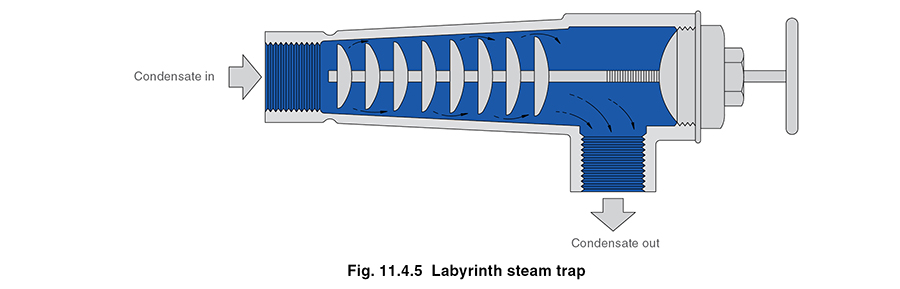
Advantages of the labyrinth steam trap:
- This type of trap is comparatively small in relation to its capacity and there is little potential for mechanical failure since there are no automatic parts.
Disadvantages of the labyrinth steam trap:
- The labyrinth trap has to be adjusted manually whenever there is a significant variation in either steam pressure or condensate load. If the setting is not right for the prevailing conditions, steam wastage or waterlogging of the steam space will occur (like a fixed orifice trap).
These are devices containing a hole of predetermined diameter to allow a calculated amount of condensate to flow under specific pressure conditions. In practice, condensate loads and steam pressures can vary considerably. For instance, start-up and running loads can differ considerably along with steam pressure which will change due to the actions of temperature controls. These varying conditions can result in the fixed orifice either holding back condensate in the process or passing live steam, which can affect plant performance and compromise safety.
Fixed orifice traps are often sized on running conditions, so that they hold back enough condensate and do not pass steam. If this is so, at start-up, they are undersized to a greater degree and the steam space stands a good chance of waterlogging.
The alternative is to size them so as not to waterlog during start-up. The hole is then effectively oversized for running conditions, and the device will pass steam. The size of hole is usually a compromise between the two conditions, such that, at some points in between, the hole is correctly sized.
Corrosion and service life of plant
Continual waterlogging significantly increases the risk of corrosion in the steam space. It is not unusual to find that after fitting fixed orifice traps, plant service life is reduced below that which may be expected with proper steam traps.
A proper steam trap should be able to achieve just sufficient capacity at all pressures and flowrates present in the application. It can then pass hot condensate without leaking steam under any condition. To achieve this, the size of the hole must vary in the trap. It must be large enough to meet the worst condition, and then have some means of reducing the effective orifice flow area when the capacity becomes too great. This exactly describes the operation of a steam trap.
Advantages of fixed orifice trap:
- Can be used successfully when pressures and loads are constant.
- There are no moving parts.
Disadvantages of a fixed orifice trap:
- If sized on running load, fixed orifice traps will waterlog on start-up, reducing plant performance over this period, increasing start-up times and the risk of corrosion.
- If sized on start-up load, fixed orifice traps will waste steam when the plant is running, effectively increasing running costs.
- Fixed orifice traps often block with dirt due to the small size of orifice.
- The cost of replacing a heat exchanger due to corrosion will be far higher than the cost of replacing the fixed orifice trap with a steam trap.
Note: Fixed orifice traps are not recommended for draining condensate from any application susceptible to varying load conditions.
Thermostatic Steam Trap Types
Thermostatic traps operate in response to the surrounding steam temperature. The operation and benefits of 3 different types are considered here - liquid expansion traps, bimetallic and balanced pressure thermostatic traps.
About Balanced Pressure Steam Traps
A large improvement on the liquid expansion trap is the balanced pressure trap. Its operating temperature is affected by the surrounding steam pressure. The operating element is a capsule containing a special liquid and water mixture with a boiling point below that of water. In the cold conditions that exist at start-up, the capsule is relaxed. The valve is off its seat and is wide open, allowing unrestricted removal of air. This is a feature of all balanced pressure traps and explains why they are well suited to air venting.
As condensate passes through the balanced pressure steam trap, heat is transferred to the liquid in the capsule. The liquid vaporizes before steam reaches the trap. The vapor pressure within the capsule causes it to expand and the valve shuts. Heat loss from the trap then cools the water surrounding the capsule, the vapor condenses and the capsule contracts, opening the valve and releasing condensate until steam approaches again and the cycle repeats (Figure 11.2.5).
The differential below steam temperature at which the trap operates is governed by the concentration of the liquid mixture in the capsule. The 'thin-walled' element gives a rapid response to changes in pressure and temperature.
Early bellows type elements of non-ferrous construction were susceptible to damage by waterhammer. The introduction of stainless steel elements improved reliability considerably.
Advantages of the balanced pressure steam trap:
- Small, light and has a large capacity for its size.
- The valve is fully open on start-up, allowing air and other non-condensable gases to be discharged freely and giving maximum condensate removal when the load is greatest.
- This type of trap is unlikely to freeze when working in an exposed position (unless there is a rise in the condensate pipe after the trap, which would allow water to run back and flood the trap when the steam is off).
- The modern balanced pressure trap automatically adjusts itself to variations of steam pressure up to its maximum operating pressure. It will also tolerate up to 70°C of superheat.
- Trap maintenance is simple. The capsule and valve seat are easily removed, and replacements can be fitted in a few minutes without removing the trap from the line.
Disadvantages of the balanced pressure steam trap:
- The older style balanced pressure steam traps had bellows which were susceptible to damage by waterhammer or corrosive condensate. Welded stainless steel capsules introduced more recently, are better able to tolerate such conditions.
- In common with all other thermostatic traps, the balanced pressure type does not open until the condensate temperature has dropped below steam temperature (the exact temperature difference being determined by the fluid used to fill the element). This is clearly a disadvantage if the steam trap is chosen for an application in which waterlogging of the steam space cannot be tolerated, for example; mains drainage, heat exchangers, critical tracing.
For more information on specific Balanced Pressure Steam Trap series, read our blog posts:
About Bimetallic Steam Traps
As the name implies, bimetallic steam traps are constructed using two strips of dissimilar metals welded together into one element. The element deflects when heated.
There are two important points to consider regarding this simple element:
- Operation of the steam trap takes place at a certain fixed temperature, which may not satisfy the requirements of a steam system possibly operating at varying pressures and temperatures (see Figure 11.2.9).
- Because the power exerted by a single bimetal strip is small, a large mass would have be used which would be slow to react to temperature changes in the steam system.
The performance of any steam trap can be measured by its response to the steam saturation curve. The ideal response would closely follow the curve and be just below it. A simple bimetal element tends to react to temperature changes in a linear fashion.
Figure 11.2.9 shows the straight line characteristic of a simple bimetal element relative to the steam saturation curve. As steam pressure increases above P1, the difference between steam saturation temperature and trap operating temperature would increase. Waterlogging increases with system pressure, highlighting the trap's inability to respond to changing pressure conditions.
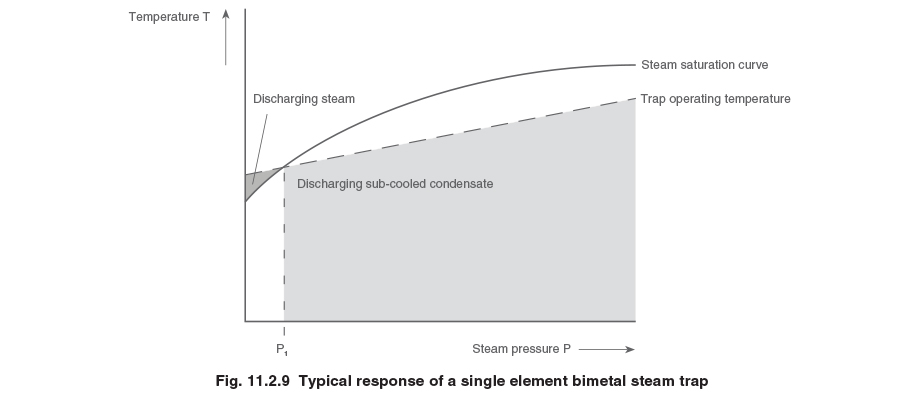
It needs to be noted that at pressures below P1, the steam trap operating temperature is actually above the saturation temperature. This would cause the steam trap to pass steam at these lower pressures. It may be possible to ensure the steam trap is adjusted during manufacture to ensure that this portion of the saturation curve is always above the operating line. However, due to the linear action of the element, the difference between the two would increase even more with system pressure, increasing the waterlogging effect.
Clearly, this is not a satisfactory operation for any steam trap, and various attempts have been made by manufacturers to improve upon the situation. Some use combinations of two different sets of bimetal leaves in a single stack, which operate at different temperatures.
The typical result is the split response line. This is an improvement on Figure 11.2.9, but still does not exactly follow the saturation curve. One set of bimetal leaves deflect to give the response P1 to P2. At a higher temperature a second set of bimetal leaves contributes to give response P2 to P3. Clearly, although an improvement from the former design, this is still unsatisfactory in terms of following the saturation curve.
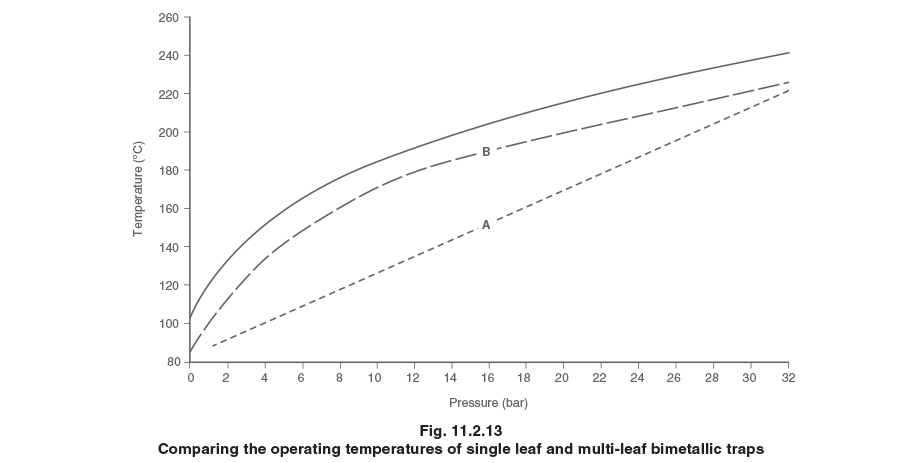
A more innovative design is the disc spring thermostatic element. The thermostatic element is made up of a set of bimetal discs. These discs, if acting directly between the valve stem and the seat (as with some thermostatic steam traps), cause the discharge temperature of the condensate to change linearly with changing pressure (curve 'A', Figure 11.2.13). By incorporating a spring washer between the discs and a recess in the seat, this absorbs some of the bimetal expansion at low pressure so that a greater temperature change must occur with changing pressure. The spring washer shape is preferred over a coil spring because it develops force in an exponentially increasing rate, rather than in a linear rate. This effect takes place up to 15 bar g until the spring is deflected to the bottom of the recess, and means that the discharge temperature of the condensate will follow the steam saturation curve more accurately (curve 'B', Figure 11.2.13). Discharge rates are also improved by the dynamic clack which tends to produce a blast discharge.
Advantages of the bimetallic steam trap:
- Bimetallic steam traps are usually compact, yet can have a large condensate capacity.
- The valve is wide open when the steam trap is cold, giving good air venting capability and maximum condensate discharge capacity under 'start-up' conditions.
- As condensate tends to drain freely from the outlet, this type of steam trap will not freeze up when working in an exposed position. The bodies of some bimetallic steam traps are designed in such a way that they will not receive any damage even if freezing does occur.
- Bimetallic steam traps are usually able to withstand waterhammer, corrosive condensate, and high steam pressures.
- The bimetal elements can work over a wide range of steam pressures without any need for a change in the size of the valve orifice.
- If the valve is on the downstream side of the seat, it will tend to resist reverse flow through the steam trap. However, if there is any possibility of reverse flow, a separate check valve should be fitted downstream of the trap.
- As condensate is discharged at varying temperatures below saturation temperature and, provided waterlogging of the steam space can be tolerated, some of the enthalpy of saturated water can be transferred to the plant. This extracts the maximum energy from the condensate before it drains to waste, and explains why these traps are used on tracer lines where condensate is often dumped to waste.
- Maintenance of this type of steam trap presents few problems, as the internals can be replaced without removing the trap body from the line.
- The flash steam produced whenever condensate is discharged from a higher to a lower pressure will tend to cause an increase in backpressure in the condensate line. The cooling leg allows the condensate to cool down, producing less flash steam in the condensate line and thus helping to reduce the backpressure.
Disadvantages of the bimetallic steam trap:
- As condensate is discharged below steam temperature, waterlogging of the steam space will occur unless the steam trap is fitted at the end of a long cooling leg, typically 1 - 3 m of unlagged pipe. Bimetallic steam traps are not suitable for fitting to process plants where immediate condensate removal is vital for maximum output to be achieved. This is particularly relevant on temperature controlled plants.
- Some bimetallic steam traps are vulnerable to blockage from pipe dirt due to low internal flow velocities. However, some bimetallic traps have specially shaped valve trims that capture the discharge energy to open the valve more. These tend to give an intermittent blast discharge characteristic rather than a continual dribble discharge, and as such tend to be self-cleaning. These valve trims are sometimes referred to as dynamic clacks.
- If the bimetallic steam trap has to discharge against a significant backpressure, the condensate must cool to a lower temperature than is normally required before the valve will open. A 50% backpressure may cause up to a 50°C drop in discharge temperature. It may be necessary to increase the length of cooling leg to meet this condition.
- Bimetallic steam traps do not respond quickly to changes in load or pressure because the element is slow to react.
About Liquid Expansion Steam Trap
This is one of the simplest thermostatic traps and is shown in Figure 11.2.1: the Liquid Expansion Steam Trap. An oil filled element expands when heated to close the valve against the seat. The adjustment allows the temperature of the trap discharge to be altered between 60°C and 100°C, which makes it ideally suited as a device to get rid of large quantities of air and cold condensate at start-up.
Because of its fixed temperature discharge characteristic, the liquid expansion trap may be usefully employed as a 'shutdown drain trap'. Here, its outlet must always point upwards, to enable continuous immersion of the oil filled element. As the trap can only discharge between 60° C - 100°C it will only normally open during start-up. It can be installed alongside a mains drain trap which would normally be piped to a condensate return line.
Advantages of the liquid expansion steam trap:
- Liquid expansion traps can be adjusted to discharge at low temperatures, giving an excellent 'cold drain' facility.
- Like the balanced pressure trap, the liquid expansion trap is fully open when cold, giving good air discharge and maximum condensate capacity on 'start-up' loads.
- The liquid expansion trap can be used as a start-up drain trap on low pressure superheated steam mains where a long cooling leg is guaranteed to flood with cooler condensate. It is able to withstand vibration and waterhammer conditions.
Disadvantages of the liquid expansion steam trap:
- The flexible tubing of the element can be destroyed by corrosive condensate or superheat.
- Since the liquid expansion trap discharges condensate at a temperature of 100°C or below, it should never be used on applications which demand immediate removal of condensate from the steam space.
- If the trap is to be subjected to freezing conditions the trap and its associated pipework must be well insulated.
- The liquid expansion trap is not normally a trapping solution on its own, as it usually requires another steam trap to operate in parallel. However, it can often be used where start-up rate is not an important consideration, such as when draining small tank heating coils.
Steam Trap resources courtesy of Spirax Sarco